
Here is a mistake that happens more often than it should: a buyer requests a custom bulb shape, the supplier says yes, tooling money gets committed — and then it turns out the factory used the wrong mold type for the design brief. The shape is wrong, the samples are off-spec, and now the buyer is several thousand dollars into a mold that cannot produce what they actually wanted.

Custom bulb shape is a real manufacturing variable, and the type of mold used during glass forming will determine your unit cost, your minimum order quantity, your lead time, and how consistent your product looks across batches. There are two mold types in LED filament bulb production — carbon molds and steel molds — and choosing the wrong one for your shape is not a minor issue. It means starting over. This article gives you the framework to make the right call before tooling money hits the table.
Why Bulb Shape Is a Real Sourcing Variable (Not Just Aesthetic)
Bulb shape is frequently treated as a cosmetic decision. It isn't.
The glass envelope of a filament bulb is not injection-molded plastic — it's hot, molten glass shaped under human control or mechanical pressure. Different shapes require fundamentally different process flows, and those flows carry different cost structures. When a buyer requests a shape that doesn't match any standard mold in a factory's library, one of two things happens: the factory says no, or a new mold gets commissioned.
Shape also affects more than looks. Envelope geometry influences heat dissipation, which affects filament lifespan. It affects light distribution — a wider globe emits a more omnidirectional beam than a narrow flame candle. And it affects regulatory compliance, since some markets have specific requirements for decorative luminaires that reference physical form factors. The U.S. Department of Energy's SSL program[1] notes that LED performance metrics can vary significantly based on thermal design — and glass geometry is one input into that thermal equation.
For OEM buyers building a private-label product line, custom shape is often the single most defensible feature. Anyone can copy a color temperature spec. Replicating a proprietary glass envelope geometry requires access to the same mold — and that mold sits in your supplier's factory with your name on it.

How Glass Blowing Molds Work: The Two Types
LED filament bulb glass shells are produced through a semi-automated version of traditional glass blowing[2], where a gather of molten borosilicate or soda-lime glass is inflated into a mold cavity. The mold defines the final outer profile of the bulb shell.
There are two primary mold materials used in this process:
- Carbon molds — graphite-based tooling, used for rounded and organic shapes
- Steel molds — hardened metal tooling, used for geometric and angular shapes
The material choice isn't arbitrary. Glass at forming temperature (roughly 1,000–1,200°C for soda-lime glass) reacts differently against graphite than it does against metal. Carbon molds allow the glass to rotate inside the cavity during forming, which is essential for smooth, curved surfaces. Steel molds clamp and hold the glass in a single shot, which is necessary when the target shape has defined edges or facets that can't be achieved through rotation.
Understanding this physical constraint is the first step to understanding why mold selection is not a budget decision — it's a design decision.
| Carbon Mold | Steel Mold | |
|---|---|---|
| Best for | Rounded, organic shapes (globe, pear, ovoid) | Angular, geometric shapes (hexagonal, faceted, flat-panel) |
| Tooling cost | Lower | Higher |
| MOQ | Lower | Higher |
| Sample lead time | 2–4 weeks | 3–6 weeks |
| Dimensional consistency | Moderate (craft-dependent) | High (mechanically controlled) |
| Parting line | None (seamless) | Visible seam at mold join |
| Mold lifespan | Shorter, needs replacement | Longer, hundreds of thousands of cycles |
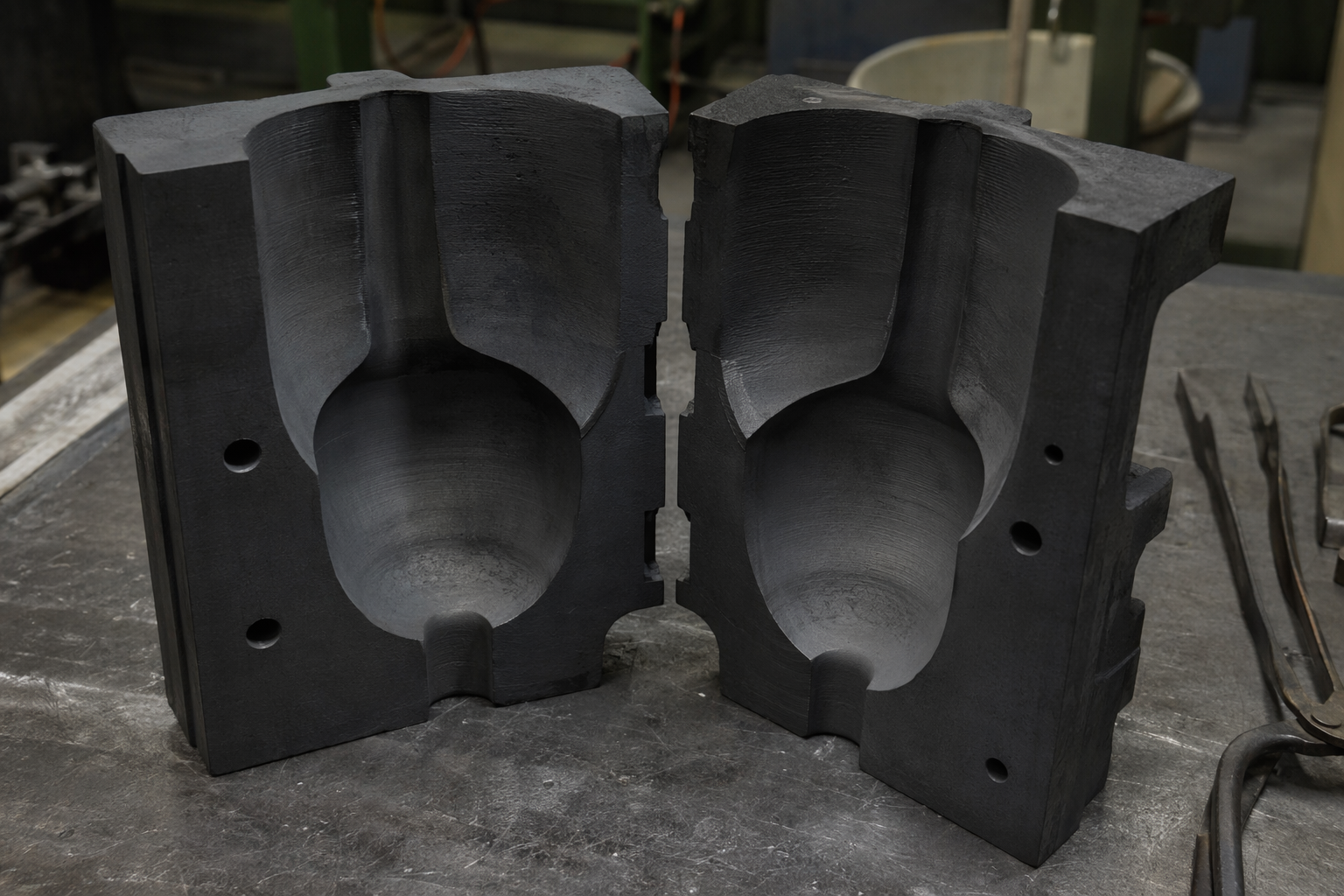
Carbon Molds: Lower Cost, Best for Rounded Organic Shapes
Carbon molds, sometimes referred to as graphite molds, are the standard tooling type for most traditional filament bulb shapes — the globe (G series) such as the G40 globe →, the standard pear (A series) including the ubiquitous A60 →, and smooth ovoid forms like a squash or teardrop.
How the Process Works
During carbon mold forming, a blowpipe holding the molten glass gather is introduced to the open mold cavity. As air is blown in to expand the glass, the craftsman or the semi-automated mechanism continuously rotates the blowpipe. This rotation is critical: it uses centrifugal force and even heat distribution to coax the expanding glass into a smooth, symmetrical curve. The carbon surface releases heat gradually, which gives the glassblower a window of working time.
Because graphite has natural lubricating properties and high thermal resistance, the rotating glass doesn't bond to the mold surface. The result is a seamless outer shell with no parting lines.

Buyer Implications
- Lower tooling cost: Carbon molds are significantly cheaper to fabricate than steel molds. For buyers commissioning a new shape, this means a lower entry cost to test market viability before committing to large volumes.
- Shape constraint: If your design has any feature that requires the glass to stop rotating — a flat face, a defined edge, an angular corner — a carbon mold cannot produce it. The physics of rotation eliminate any non-radially-symmetric detail.
- Batch consistency: Because forming relies partially on craftsman technique during the rotation phase, there is naturally more unit-to-unit variation in carbon-molded shapes compared to steel. For high-volume, premium-tier products where dimensional consistency matters, this needs to be factored into your quality spec.
Carbon molds are the right answer for buyers who want a proprietary globe or organic shape at accessible MOQs, and who can accept a modest tolerance envelope in their finished goods specification.

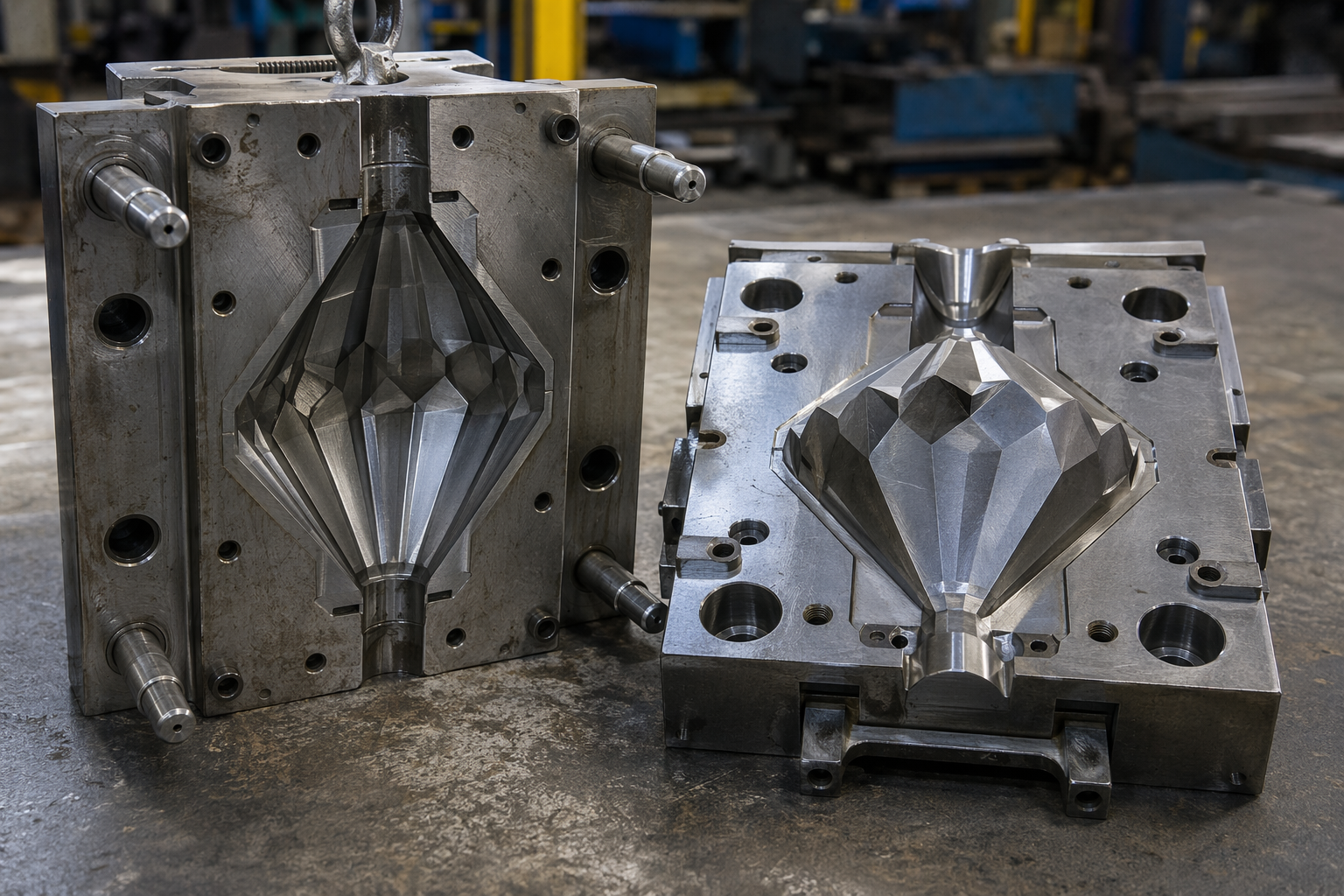
Steel Molds: Higher Investment, Consistent Angular Output
Steel molds are hardened metal dies, typically fabricated from tool steel, that close around the glass gather in a clamping action. The glass is inflated in a single shot while the mold is held closed, and then the two mold halves open to release the finished shell.
How the Process Works
Because the mold closes mechanically and holds the glass stationary, the interior cavity geometry is reproduced precisely on the outer surface of the bulb. There is no rotation involved. The glass expands to fill the cavity walls, which means edges, flat panels, ridges, and facets are all achievable. A hexagonal Edison bulb, a square-profile tube, or a diamond-faceted globe — these are all steel mold shapes.
The trade-off is that steel conducts heat rapidly away from the glass, which shortens the working window and demands tight process control. Steel molds also have a visible parting line where the two halves meet, which must be addressed in finishing or accounted for in the design.
Buyer Implications
- Higher tooling cost: Steel mold fabrication involves precision CNC machining and heat treatment. Expect tooling costs to be meaningfully higher than carbon alternatives. This is a real barrier to prototyping — buyers who want to test multiple angular shape concepts before committing will find the per-mold investment adds up quickly.
- Shape capability: Steel molds unlock shapes that carbon molds cannot produce. If your product brief calls for any non-circular cross-section, steel is your only option.
- Dimensional consistency: Steel molds produce tighter dimensional tolerances across production runs. For buyers supplying retail chains or customers with strict fitment requirements (e.g., a proprietary fixture with a specific socket depth), this consistency has real commercial value.
- Parting line management: The seam where the two mold halves meet will be visible on the finished bulb unless intentionally obscured by design. Factor this into your aesthetic approval process.
Steel molds are the right choice when shape precision, angular geometry, or long-run batch consistency outweighs the higher tooling entry cost.
Cost, MOQ, and Lead Time: What to Expect When You Commission a Mold
The specific numbers vary by factory and region, but the following frameworks hold reasonably well across Chinese LED filament bulb manufacturers:
Carbon Mold
- Tooling cost: Relatively low — often in the range of a few hundred USD for a simple shape
- Lead time to first sample: 2–4 weeks from design confirmation
- MOQ: Lower, since the tooling investment is smaller and the forming process suits smaller batch runs
- Mold life: Carbon molds wear over time and may need replacement after a certain number of production cycles — ask your supplier about their replacement policy
Steel Mold
- Tooling cost: Higher — CNC machining and hardening adds significant cost; multi-cavity steel molds for high-volume runs can cost substantially more
- Lead time to first sample: 3–6 weeks, depending on design complexity
- MOQ: Higher, since the tooling cost needs to be amortized over production volume
- Mold life: Significantly longer than carbon molds; tool steel can produce hundreds of thousands of cycles with proper maintenance
One practical note: in most arrangements, the buyer pays for the mold tooling and the mold is stored at the factory. Clarify in your supplier agreement whether mold ownership transfers to you, what happens if you switch suppliers, and who bears the cost of mold maintenance or replacement. The International Chamber of Commerce[3] guidance on commercial contracts recommends that tooling ownership and custody terms be documented explicitly in OEM supply agreements.
When a Custom Mold Makes Business Sense — and When It Doesn't
The mistake most buyers make is treating custom mold tooling as a necessary step in building a product line. It isn't — and jumping into mold investment before validating market demand is one of the more expensive mistakes in private-label lighting.
When It Makes Sense
- You have a confirmed market demand that existing catalog shapes don't address
- Your distribution channel (retail, hospitality, architectural) values proprietary form as a defensible product feature — particularly relevant for oversized decorative shapes like PS-shape bulbs → or multi-filament designs
- You have the volume to amortize tooling cost to an acceptable per-unit level
- You're building a multi-SKU line where a proprietary shape creates visual brand coherence across the range
When It Doesn't
- You're testing a new market and don't have confirmed purchase intent
- Your margin structure can't absorb the tooling amortization at realistic volumes
- An existing catalog shape at a different supplier already covers your design brief closely enough
- You don't have the design resources to produce and iterate a technical glass drawing that a factory can actually mold from
A good factory partner will tell you honestly when a catalog shape can meet your brief — and when it can't. If a supplier pushes you toward custom tooling without asking hard questions about your volume projections and market validation, treat that as a yellow flag. The Global Lighting Association[4] has published guidance on responsible OEM partnership practices that's worth reviewing before entering any tooling commitment.
Custom molds are a powerful tool for differentiation. Used at the right moment, with the right shape brief and the right supplier, they can anchor a product line for years. Used prematurely, they're an expensive lesson in the difference between a good-looking sample and a viable product.
Final Thoughts
Carbon mold and steel mold are not competing options — they serve different stages of a product's commercial life. Carbon mold is the right tool for early-stage development, sampling, and low-volume custom runs where shape flexibility and development cost matter more than per-unit economics. Steel mold is the right tool when you have a confirmed shape, a confirmed channel, and volume that justifies the upfront investment.
The buyers who get into trouble are the ones who treat carbon mold as a permanent solution for shapes that need long-term scale, or who commission steel molds before validating demand. Both mistakes are avoidable with a simple staging approach: develop with carbon, validate with market demand, then invest in steel when the shape proves itself.
If you are evaluating a custom shape project or trying to understand which mold route makes sense for your current volume and timeline, we are happy to walk through the specifics. Contact us → with your shape concept and target quantity and we can give you a direct assessment.
References
- U.S. Department of Energy — LED Basics and SSL Performance
- Wikipedia — Glass Blowing (Manufacturing Process Overview)
- International Chamber of Commerce — Commercial Contracts and OEM Agreements
- Global Lighting Association — Industry Standards and OEM Practices
- Illuminating Engineering Society — Technical Resources for Lighting Products
Related HongYu product pages
- LED Filament Bulb Product Range → — standard and decorative LED filament bulbs for wholesale and project sourcing.
- Custom Color Bulbs → — custom glass color, coating and printed finish options for private-label collections.
- Custom Logo Bulbs → — printed branding and private-label decorative bulb options.
- Big Decorative Bulbs → — oversized decorative filament bulbs for hospitality, retail and statement fixtures.
- Contact HongYu Bulb → — send specifications, target market, quantity and packaging requirements for quotation.







